



समग्र संरचनात्मक समर्थन: सभी घटकों (सनकी झाड़ी, चलती शंकु, कटोरा, मोटर, आदि) के वजन और संचालन के दौरान उत्पन्न कुचल बलों (हजारों टन तक) को सहन करना, स्थिर संचालन सुनिश्चित करना।
बल संचरण: क्रशिंग प्रक्रिया से नींव तक ऊर्ध्वाधर और क्षैतिज भार वितरित करना, कंपन और शोर को कम करना।
घटक स्थिति: सनकी बुशिंग, मुख्य शाफ्ट बेयरिंग, बाउल और अन्य प्रमुख भागों के लिए सटीक माउंटिंग सतहें और स्थान निर्धारण सुविधाएं प्रदान करना, तथा उनकी सही सापेक्ष स्थिति सुनिश्चित करना।
सुरक्षात्मक घेरा: आंतरिक घटकों जैसे कि एक्सेंट्रिक असेंबली और गियर्स को आवासित करना, धूल, पानी और मलबे को प्रवेश करने से रोकना और ऑपरेटरों को हिलते हुए भागों से बचाना।
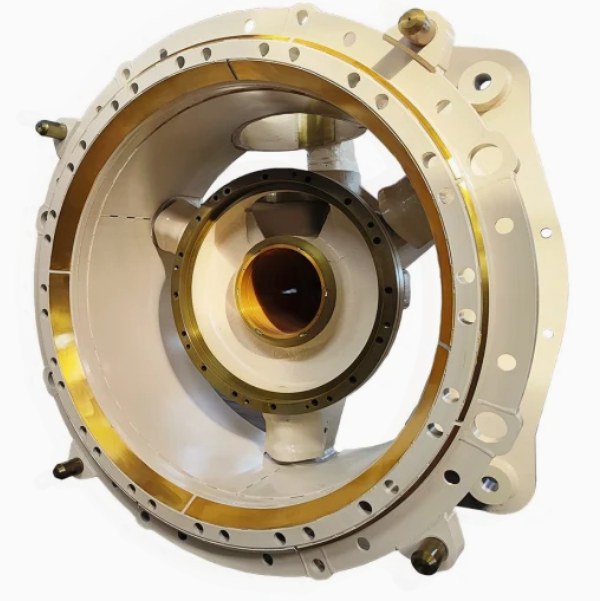
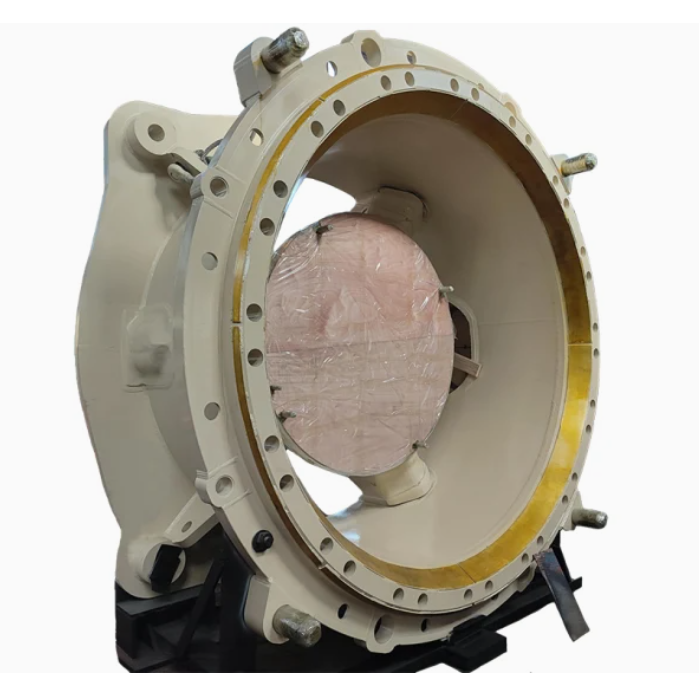
फ़्रेम बॉडीमुख्य संरचना, आमतौर पर एक खोखला बॉक्स या बेलनाकार आकार जिसमें मोटी दीवार (80-200 मिमी) होती है, जो उच्च शक्ति वाले कास्ट स्टील (जैसे, ZG35CrMo) या वेल्डेड कम मिश्र धातु स्टील प्लेटों (जैसे, Q355B) से बनी होती है।
असर आवासमुख्य शाफ्ट बेयरिंग को समायोजित करने के लिए फ्रेम के नीचे या ऊपर एक बेलनाकार अवकाश, उचित बेयरिंग फिट सुनिश्चित करने के लिए एक परिशुद्धता-मशीनीकृत आंतरिक सतह (सहिष्णुता आईटी6) के साथ।
सनकी बुशिंग चैंबरफ्रेम के मध्य में एक गोलाकार गुहा जहां सनकी बुशिंग स्थापित की जाती है, जिसमें मशीनी आंतरिक सतह और स्नेहन के लिए तेल खांचे होते हैं।
माउंटिंग फ्लैंज:
बेस फ्लैंज: नीचे की ओर एक बड़ा फ्लैंज जिसमें बोल्ट के छेद होते हैं, जो फ्रेम को नींव में सुरक्षित करता है, जिससे स्थिरता सुनिश्चित होती है।
ऊपरी निकला हुआ किनाराकटोरे या समायोजन रिंग से जुड़ने के लिए शीर्ष पर एक फ्लैंज, जिसमें संरेखण के लिए अक्सर गाइड पिन या स्लॉट होते हैं।
पसलियों को मजबूत करनाआंतरिक और बाहरी पसलियां (30-80 मिमी मोटी) रेडियल या अक्षीय रूप से व्यवस्थित होती हैं, जिससे फ्रेम की कठोरता बढ़ती है और भार के तहत विरूपण कम होता है।
स्नेहन और शीतलन चैनल: बियरिंगों और उत्केंद्रित घटकों तक स्नेहन तेल पहुंचाने के लिए तथा कुछ बड़े फ्रेमों में शीतलन जल के संचरण के लिए ड्रिल किए गए छेद या ढले हुए मार्ग।
निरीक्षण और प्रवेश द्वारआंतरिक घटकों के रखरखाव और निरीक्षण के लिए हटाने योग्य पैनल या दरवाजे।
सामग्री चयन:
उच्च-शक्ति कास्ट स्टील (ZG35CrMo) को इसके उत्कृष्ट यांत्रिक गुणों के लिए चुना जाता है, जिसमें तन्य शक्ति (≥700 एमपीए), प्रभाव कठोरता (≥35 J/सेमी²), और अच्छी कास्टिंग क्षमता शामिल है।
पैटर्न बनाना:
लकड़ी, फोम या रेज़िन से एक पूर्ण-स्तरीय पैटर्न बनाया जाता है, जो फ़्रेम के बाहरी आकार, आंतरिक गुहाओं, पसलियों, फ्लैंग्स और अन्य विशेषताओं की नकल करता है। सामग्री और भाग के आकार के आधार पर सिकुड़न भत्ते (1.5-2.5%) जोड़े जाते हैं।
मोल्डिंग के दौरान विरूपण को रोकने के लिए पैटर्न को मजबूत किया जाता है, और कोर को आंतरिक गुहाओं और चैनलों को बनाने के लिए डिज़ाइन किया जाता है।
ढलाई:
रेज़िन-बंधित रेत का उपयोग करके एक रेत साँचा तैयार किया जाता है, जिसमें पैटर्न को साँचे में रखा जाता है। आंतरिक संरचना बनाने के लिए कोर डाले जाते हैं, जिससे दीवार की मोटाई और विशेषताओं के बीच आयामी संबंध सुनिश्चित होते हैं।
सतह की फिनिश को बेहतर बनाने और रेत में धातु के प्रवेश को रोकने के लिए साँचे को रिफ्रैक्टरी वॉश से लेपित किया जाता है।
पिघलना और डालना:
कास्ट स्टील को 1520-1560 डिग्री सेल्सियस पर इलेक्ट्रिक आर्क भट्टी में पिघलाया जाता है, जिसमें रासायनिक संरचना का सख्त नियंत्रण होता है (C: 0.32-0.40%, करोड़: 0.8-1.1%, एमओ: 0.15-0.25%)।
1480-1520 डिग्री सेल्सियस पर नियंत्रित प्रवाह दर के साथ डालने का कार्य किया जाता है, ताकि बिना किसी अशांति के मोल्ड गुहा को पूरी तरह से भरा जा सके, जो दोष पैदा कर सकता है।
शीतलन और ताप उपचार:
तापीय तनाव को कम करने के लिए ढलाई को 72-120 घंटों तक सांचे में धीरे-धीरे ठंडा किया जाता है, फिर शॉट ब्लास्टिंग द्वारा उसे निकालकर साफ किया जाता है।
ताप उपचार में अनाज संरचना को परिष्कृत करने के लिए सामान्यीकरण (850-900 डिग्री सेल्सियस, वायु-शीतित) और कठोरता को 180-230 एचबीडब्ल्यू तक कम करने के लिए टेम्परिंग (600-650 डिग्री सेल्सियस) शामिल है, जिससे मशीनीकरण में सुधार होता है।
रफ मशीनिंग:
कास्ट फ्रेम को एक बड़े सीएनसी बोरिंग मिल या गैन्ट्री मिल पर लगाया जाता है, ताकि आधार फ्लैंज, ऊपरी फ्लैंज और बाहरी संदर्भ सतहों को मशीन किया जा सके, जिसमें 5-10 मिमी का फिनिशिंग भत्ता छोड़ा जाता है।
बेयरिंग हाउसिंग और चैंबर मशीनिंग:
बेयरिंग हाउसिंग और एक्सेंट्रिक बुशिंग चैम्बर को रफ-बोर किया जाता है, फिर फिनिश-बोर किया जाता है और उच्च आयामी सटीकता (सहिष्णुता आईटी6) और सतह खुरदरापन (रा0.8–1.6 μm) प्राप्त करने के लिए धारित किया जाता है।
सी.एन.सी. मिलिंग मशीन का उपयोग करके बेयरिंग हाउसिंग और चैम्बर में तेल के खांचे बनाए जाते हैं।
फ्लैंज और माउंटिंग सतह मशीनिंग:
आधार और ऊपरी फ्लैंज को समतलता (≤0.05 मिमी/मी) और फ्रेम अक्ष के लंबवतता (≤0.1 मिमी/100 मिमी) सुनिश्चित करने के लिए फिनिश-मशीनिंग की जाती है।
बोल्ट के छेदों को सी.एन.सी. ड्रिलिंग मशीन का उपयोग करके सटीक स्थिति (सहिष्णुता ±0.1 मिमी) पर ड्रिल और टैप किया जाता है।
रिब और बाहरी सतह मशीनिंग को मजबूत करना:
कास्टिंग दोषों को दूर करने और एक समान आयाम सुनिश्चित करने के लिए बाहरी पसलियों को मशीन से तैयार किया जाता है।
बाहरी सतह को बेहतर बनाने और पेंटिंग को आसान बनाने के लिए फिनिशिंग मशीनिंग की जाती है।
सतह का उपचार:
फ्रेम को जंगरोधी प्राइमर और टॉपकोट से रंगा गया है ताकि जंग से बचा जा सके।
मशीनी माउंटिंग सतहों और बेयरिंग फिट्स को जंग रोधी तेल या ग्रीस से संरक्षित किया जाता है।
सामग्री परीक्षण:
निर्दिष्ट सामग्री मानकों के अनुपालन को सुनिश्चित करने के लिए रासायनिक संरचना विश्लेषण किया जाता है।
यांत्रिक गुणों को सत्यापित करने के लिए परीक्षण नमूनों पर तन्यता परीक्षण और प्रभाव परीक्षण किया जाता है।
आयामी निरीक्षण:
महत्वपूर्ण आयामों की जांच के लिए एक समन्वय मापक मशीन (सीएमएम) का उपयोग किया जाता है, जिसमें बेयरिंग हाउसिंग व्यास, फ्लैंज समतलता और छेद की स्थिति शामिल होती है।
3D मॉडल के आधार पर समग्र आकार और आयामों को सत्यापित करने के लिए लेजर स्कैनिंग का उपयोग किया जाता है।
गैर-विनाशकारी परीक्षण (एनडीटी):
अल्ट्रासोनिक परीक्षण (यूटी) का उपयोग फ्रेम बॉडी और पसलियों में दरारें और सिकुड़न जैसे आंतरिक दोषों का पता लगाने के लिए किया जाता है।
चुंबकीय कण परीक्षण (एमपीटी) सतह और सतह के निकटवर्ती क्षेत्रों पर किया जाता है, विशेष रूप से बोल्ट छेदों और तनाव संकेन्द्रण बिंदुओं के आसपास।
यांत्रिक परीक्षण:
कठोरता परीक्षण यह सुनिश्चित करने के लिए किया जाता है कि फ्रेम आवश्यक कठोरता सीमा (180-230 एचबीडब्ल्यू) को पूरा करता है।
अत्यधिक विरूपण के बिना डिजाइन भार को झेलने की फ्रेम की क्षमता को सत्यापित करने के लिए भार परीक्षण किया जा सकता है।
असेंबली और कार्यात्मक परीक्षण:
उचित फिट और संरेखण सुनिश्चित करने के लिए फ्रेम को प्रमुख घटकों जैसे एक्सेंट्रिक बुशिंग और मुख्य शाफ्ट के साथ परीक्षण-संयोजन किया जाता है।
कंपन परीक्षण, नकली परिचालन के दौरान अत्यधिक कंपन की जांच के लिए किया जाता है।











