यह शोधपत्र शंकु क्रशर के मुख्य शाफ्ट स्लीव के बारे में विस्तार से बताता है, जो मुख्य शाफ्ट और एक्सेंट्रिक असेंबली के बीच स्थित एक महत्वपूर्ण घटक है। यह मुख्य रूप से रेडियल सपोर्ट, घर्षण न्यूनीकरण, भार वितरण और स्नेहन प्रतिधारण में कार्य करता है। इस घटक में स्लीव बॉडी, आंतरिक छिद्र, बाहरी सतह, स्नेहन चैनल, फ्लैंज (कुछ डिज़ाइनों में), और घिसाव सूचक खांचे होते हैं, जिनमें से प्रत्येक की विशिष्ट संरचनात्मक विशेषताएँ होती हैं। कांस्य स्लीव बॉडी के लिए ढलाई प्रक्रिया का विस्तार से वर्णन किया गया है, जिसमें सामग्री आयन (फॉस्फोर ब्रॉन्ज़), पैटर्न निर्माण, ढलाई, पिघलाना, डालना, ऊष्मा उपचार और निरीक्षण शामिल हैं। मशीनिंग और निर्माण प्रक्रिया का भी वर्णन किया गया है, जिसमें रफ/फिनिश मशीनिंग, सतह उपचार और असेंबली तैयारी शामिल है। इसके अतिरिक्त, गुणवत्ता नियंत्रण उपायों को निर्दिष्ट किया गया है, जैसे सामग्री सत्यापन, आयामी सटीकता जाँच, सतह गुणवत्ता निरीक्षण, कार्यात्मक परीक्षण और घिसाव प्रतिरोध परीक्षण। ये प्रक्रियाएँ सुनिश्चित करती हैं कि मुख्य शाफ्ट स्लीव विश्वसनीय सपोर्ट और घर्षण न्यूनीकरण प्रदान करे, जिससे भारी भार के तहत शंकु क्रशर की दक्षता और सेवा जीवन में वृद्धि होती है।
शंकु कोल्हू मुख्य शाफ्ट आस्तीन घटक का विस्तृत परिचय
1. मुख्य शाफ्ट स्लीव का कार्य और भूमिका
मुख्य शाफ्ट स्लीव (जिसे मुख्य शाफ्ट बुशिंग भी कहा जाता है) शंकु क्रशर का एक महत्वपूर्ण घटक है, जो मुख्य शाफ्ट और एक्सेंट्रिक असेंबली के बीच स्थित होता है। इसके प्राथमिक कार्यों में शामिल हैं:
रेडियल सपोर्ट: उच्च गति घूर्णन के दौरान मुख्य शाफ्ट को स्थिर करना, कंपन को रोकने के लिए उत्केंद्रित आस्तीन के साथ संकेंद्रित संरेखण सुनिश्चित करना।
घर्षण में कमी: घूर्णनशील मुख्य शाफ्ट और स्थिर या अर्ध-स्थिर घटकों के बीच घिसाव-प्रतिरोधी इंटरफेस के रूप में कार्य करना, धातु-से-धातु संपर्क को न्यूनतम करना।
लोड वितरण: पेराई के दौरान उत्पन्न रेडियल बलों को अवशोषित करना, मुख्य शाफ्ट को अत्यधिक तनाव और समयपूर्व विफलता से बचाना।
स्नेहन प्रतिधारण: आस्तीन और शाफ्ट के बीच की निकासी में स्नेहक युक्त, सुचारू संचालन के लिए एक हाइड्रोडायनामिक तेल फिल्म बनाए रखना।
2. मुख्य शाफ्ट स्लीव की संरचना और संरचना
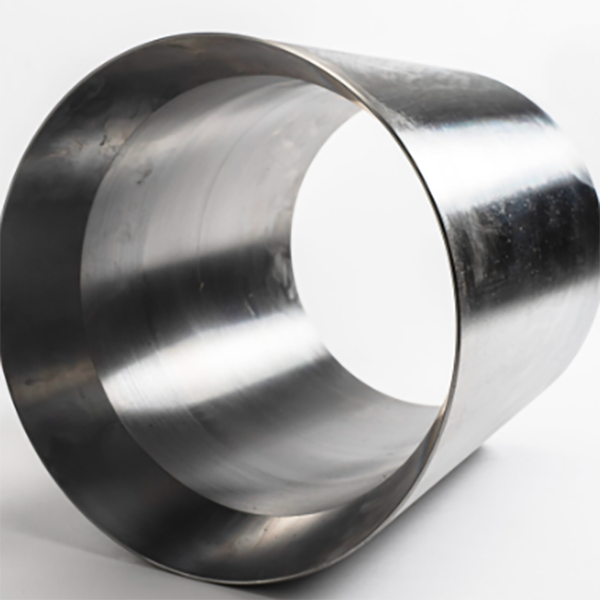
मुख्य शाफ्ट स्लीव आमतौर पर एक बेलनाकार या पतला खोखला घटक होता है जिसमें सटीक आंतरिक और बाहरी आयाम होते हैं, जिसमें शामिल हैं:
आस्तीन का शरीरकोर बेलनाकार संरचना, आमतौर पर उच्च-शक्ति वाले ढले हुए कांसे (जैसे, CuSn10Pb1) या मिश्र धातु इस्पात (42CrMo) से बनी होती है, जिसकी सतह घिसाव-रोधी होती है। इसकी लंबाई और मोटाई क्रशर मॉडल के अनुसार अलग-अलग होती है, जो मुख्य शाफ्ट के व्यास और भार आवश्यकताओं से मेल खाती है।
आंतरिक बोर: एक सटीक मशीनी केंद्रीय छिद्र जो मुख्य शाफ्ट पर एक नियंत्रित निकासी (0.1–0.3 मिमी) के साथ फिट होता है, जिससे स्नेहक फिल्म को बनाए रखते हुए घूर्णन की अनुमति मिलती है। स्नेहक वितरण को बेहतर बनाने के लिए छिद्र में सर्पिल खांचे या तेल की जेबें हो सकती हैं।
बाहरी सतह: विलक्षण आस्तीन या फ्रेम में कसकर फिट होने के लिए मशीनीकृत, अक्सर हस्तक्षेप फिट के लिए एक पतला प्रोफ़ाइल (1:10 या 1:20) के साथ, भार के तहत सापेक्ष आंदोलन को रोकने के लिए।
स्नेहन चैनलमुख्य स्नेहन प्रणाली से आंतरिक बोर तक तेल पहुंचाने के लिए आस्तीन के माध्यम से अक्षीय या रेडियल छेद ड्रिल किए जाते हैं, जिससे शाफ्ट-आस्तीन इंटरफेस पर निरंतर स्नेहन सुनिश्चित होता है।
फ्लैंज या कॉलर (कुछ डिज़ाइनों में): आस्तीन को अक्षीय रूप से स्थापित करने के लिए एक छोर पर रेडियल प्रक्षेपण, जो ऑपरेशन के दौरान अक्षीय विस्थापन को रोकता है।
पहनने के संकेतक खांचेआंतरिक छिद्र पर उथले परिधीय खांचे, जो दृश्य रूप से घिसाव के स्तर को दर्शाते हैं - जब खांचे घिस जाते हैं, तो आस्तीन को बदलने की आवश्यकता होती है।
3. स्लीव बॉडी के लिए कास्टिंग प्रक्रिया
कांस्य आस्तीन (उत्कृष्ट घर्षण-रोधी गुणों के कारण सबसे आम) के लिए, कास्टिंग प्रक्रिया इस प्रकार है:
सामग्री चयनफ़ॉस्फ़र ब्रॉन्ज़ (CuSn10Pb1) को इसके उच्च घिसाव प्रतिरोध, अच्छी तापीय चालकता और स्टील शाफ्ट के साथ अनुकूलता के लिए पसंद किया जाता है। इसमें इष्टतम मशीनिंग क्षमता के लिए 10% टिन (एस.एन.), 1% लेड (पंजाब), और शेष कॉपर (घन) होता है।
पैटर्न बनानाआंतरिक छिद्र, बाहरी सतह और स्नेहन चैनलों सहित, आस्तीन की ज्यामिति को दोहराने के लिए एक धातु या मोम का पैटर्न बनाया जाता है। निवेश कास्टिंग (जटिल डिज़ाइनों के लिए प्रयुक्त) के लिए, मोम के पैटर्न को एक स्प्रू पर जोड़ा जाता है।
ढलाई:
रेत कास्टिंग के लिए: पैटर्न के चारों ओर रेजिन-बंधित रेत के साँचे बनाए जाते हैं, जिनमें आंतरिक छिद्र को आकार देने के लिए एक कोर होता है।
निवेश कास्टिंग के लिए: मोम के नमूनों को सिरेमिक घोल के साथ लेपित किया जाता है, एक खोल बनाने के लिए सुखाया जाता है, फिर एक खोखले सिरेमिक मोल्ड को छोड़ने के लिए पिघलाया जाता है।
पिघलना और डालनाकाँसे को एक प्रेरण भट्टी में 1080–1120°C पर पिघलाया जाता है। पिघली हुई धातु को गुरुत्वाकर्षण या दबाव के तहत साँचे में डाला जाता है, जिससे पतले हिस्से (जैसे, फ्लैंज के किनारे) पूरी तरह भर जाते हैं।
शीतलन और शेकआउट: ढलाई को कमरे के तापमान तक ठंडा किया जाता है, फिर उसे साँचे से बाहर निकाला जाता है। रेत की ढलाई में बची हुई रेत को हटाने के लिए शॉट ब्लास्टिंग की जाती है; निवेश ढलाई में सिरेमिक शैल को कंपन या पानी के जेट से हटाया जाता है।
उष्मा उपचारकांस्य आस्तीन को 600-650 डिग्री सेल्सियस पर 1-2 घंटे के लिए ठंडा किया जाता है, फिर आंतरिक तनाव को दूर करने और मशीनीकरण में सुधार करने के लिए वायु-शीतित किया जाता है।
कास्टिंग निरीक्षणसतही दोषों (छिद्रता, दरारें, या अपूर्ण भराव) के लिए दृश्य जाँच। अल्ट्रासोनिक परीक्षण (केन्द्र शासित प्रदेशों) आंतरिक दोषों का पता लगाता है, जिससे यह सुनिश्चित होता है कि महत्वपूर्ण भार वहन करने वाले क्षेत्रों में φ1 मिमी से बड़ा कोई दोष न हो।
4. मशीनिंग और विनिर्माण प्रक्रिया
रफ मशीनिंग:
बाहरी सतह और फ्लैंज (यदि मौजूद हो) को अतिरिक्त सामग्री को हटाने के लिए घुमाया जाता है, जिससे 0.5-1 मिमी का परिष्करण भत्ता छोड़ दिया जाता है।
आंतरिक छिद्र को खुरदरा ड्रिल किया जाता है और स्नेहन चैनल छिद्रों की प्रारंभिक मशीनिंग के साथ अनुमानित आकार में रीम किया जाता है।
फिनिश मशीनिंग:
आंतरिक छिद्र: आईटी6 सहनशीलता प्राप्त करने के लिए परिशुद्धता से तराशा गया, घर्षण कम करने के लिए सतही खुरदरापन रा0.4–0.8 μm है। सर्पिल खांचे (यदि आवश्यक हो) एक ग्रूविंग टूल के साथ एक सीएनसी लेथ का उपयोग करके काटे जाते हैं, जिनकी गहराई और पिच ±0.02 मिमी तक नियंत्रित होती है।
बाहरी सतह: आईटी7 सहिष्णुता के साथ एक पतला या बेलनाकार प्रोफ़ाइल (डिज़ाइन के आधार पर) में ग्राउंड किया जाता है, जिससे सनकी स्लीव के साथ कसाव सुनिश्चित होता है। पतली सतहों का सत्यापन टेपर गेज का उपयोग करके किया जाता है।
स्नेहन चैनल: कोल्हू की स्नेहन प्रणाली से जुड़ने के लिए ड्रिल और टैप किए गए, तेल प्रवाह में बाधा को रोकने के लिए किनारों को खुरच कर निकाला गया।
सतह का उपचार:
आंतरिक छिद्र को ठोस स्नेहक (जैसे, मोलिब्डेनम डाइसल्फ़ाइड) के साथ लेपित किया जा सकता है या पहनने के प्रतिरोध को बढ़ाने के लिए हार्ड क्रोम (5-10 माइक्रोन मोटी) के साथ इलेक्ट्रोप्लेट किया जा सकता है।
बाहरी सतह को पॉलिश किया जाता है ताकि गड़गड़ाहट को दूर किया जा सके और संयोजन घटकों के साथ उचित हस्तक्षेप फिट सुनिश्चित किया जा सके।
असेंबली की तैयारी:
आस्तीन को गर्म किया जाता है (200-300 डिग्री सेल्सियस) ताकि सनकी आस्तीन में प्रेस-फिटिंग (सिकुड़न फिट) के लिए इसके बाहरी व्यास का विस्तार किया जा सके।
ठंडा होने के बाद, मुख्य शाफ्ट के साथ आंतरिक बोर क्लीयरेंस को फीलर गेज का उपयोग करके मापा जाता है ताकि यह सुनिश्चित किया जा सके कि यह विनिर्देशों (0.1-0.3 मिमी) को पूरा करता है।
5. गुणवत्ता नियंत्रण प्रक्रियाएँ
सामग्री सत्यापनस्पेक्ट्रोमेट्रिक विश्लेषण कांस्य संरचना की पुष्टि करता है (घन: 88–90%, एस.एन.: 9–11%, पंजाब: 0.5–1.5%)। कठोरता परीक्षण (80–100 एचबीडब्ल्यू) यह सुनिश्चित करता है कि सामग्री के गुण मानकों के अनुरूप हों।
आयामी सटीकता जांच:
समन्वय मापक मशीन (सीएमएम) आंतरिक बोर व्यास, बाहरी व्यास, टेपर कोण और नाली आयामों को सत्यापित करती है।
आंतरिक छिद्र की गोलाई को गोलाई परीक्षक से मापा जाता है, जिसके लिए ≤0.005 मिमी विचलन की आवश्यकता होती है।
सतह गुणवत्ता निरीक्षण:
आंतरिक बोर सतह खुरदरापन की जांच प्रोफिलोमीटर से की जाती है, जिससे आरए ≤0.8 μm सुनिश्चित होता है।
दृश्य एवं डाई पेनेट्रेंट परीक्षण (डीपीटी) महत्वपूर्ण सतहों पर दरारें या खरोंच का पता लगाता है।
क्रियात्मक परीक्षण:
क्लीयरेंस सत्यापन: डिजाइन रेंज के भीतर रेडियल क्लीयरेंस की पुष्टि करने के लिए स्लीव को परीक्षण शाफ्ट पर फिट किया जाता है।
स्नेहन प्रवाह परीक्षण: आंतरिक बोर खांचे में निर्बाध प्रवाह सुनिश्चित करने के लिए तेल को चैनलों के माध्यम से पंप किया जाता है।
पहनने के प्रतिरोध परीक्षण:
एक नमूना आस्तीन को नकली भार और गति की स्थिति के तहत त्वरित घिसाव परीक्षण से गुजारा जाता है, जिससे घिसाव दर ≤0.01 मिमी/100 घंटे की पुष्टि होती है।
मुख्य शाफ्ट स्लीव का सटीक निर्माण और सख्त गुणवत्ता नियंत्रण यह सुनिश्चित करता है कि यह विश्वसनीय समर्थन और घर्षण में कमी प्रदान करता है, जो भारी क्रशिंग भार के तहत शंकु कोल्हू की दक्षता और सेवा जीवन में सीधे योगदान देता है।