




संरचनात्मक समर्थन: स्थिर शंकु लाइनर, समायोजन रिंग, और आने वाली सामग्री भार (सैकड़ों टन तक) का भार वहन करना, इन भारों को निचले फ्रेम या नींव पर स्थानांतरित करना।
क्रशिंग चैंबर निर्माण: गतिमान शंकु के साथ मिलकर कार्य करते हुए पेराई कक्ष के ऊपरी भाग का निर्माण करना, प्रारंभिक सामग्री प्रवेश स्थान को परिभाषित करना तथा अयस्क को पेराई क्षेत्र में ले जाना।
घटक संरेखण: गतिशील शंकु के सापेक्ष स्थिर शंकु और समायोजन रिंग की सटीक स्थिति बनाए रखना, स्थिर पेराई अंतराल नियंत्रण और एकसमान कण आकार आउटपुट सुनिश्चित करना।
सुरक्षाआंतरिक घटकों (जैसे, सनकी असेंबली, गियर) को बाहरी प्रभावों, धूल और पर्यावरणीय क्षति से बचाने के लिए उन्हें घेरना।
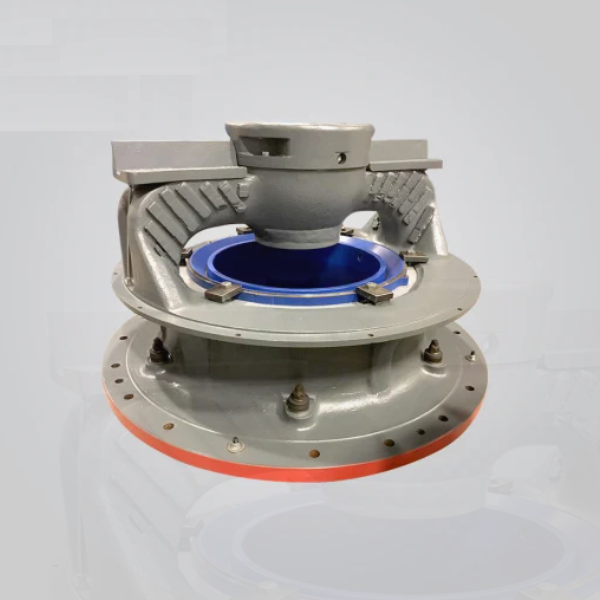
फ़्रेम बॉडीमुख्य संरचनात्मक भाग, आमतौर पर पतला या सीढ़ीनुमा बेलनाकार आकार का, उच्च-शक्ति वाले ढले हुए स्टील (जैसे, जेडजी310–570) या बड़े आकार के क्रशरों के लिए तन्य लौह (क्यूटी600–3) से बना होता है। इसकी दीवार की मोटाई 50 से 150 मिमी तक होती है, और भार वहन करने वाले क्षेत्रों में मोटे भाग होते हैं।
स्थिर शंकु माउंटिंग सतह: एक परिशुद्धता-मशीनीकृत आंतरिक शंक्वाकार सतह (टेपर कोण 15°-30°) जो स्थिर शंकु लाइनर के साथ जुड़ती है, जिसमें सुरक्षित लगाव के लिए बोल्ट छेद या डवटेल खांचे होते हैं।
समायोजन रिंग गाइडएक बाहरी बेलनाकार या थ्रेडेड सतह जो समायोजन वलय से जुड़ती है, जिससे क्रशिंग गैप को संशोधित करने के लिए स्थिर शंकु के घूर्णन समायोजन की अनुमति मिलती है। थ्रेडेड गाइड, सुचारू, भार वहन करने वाली गति के लिए समलम्बाकार धागों (मीट्रिक या इंच) का उपयोग करते हैं।
फ्लैंज कनेक्शन:
शीर्ष निकला हुआ किनारा: फीड हॉपर को सुरक्षित करने के लिए ऊपरी सिरे पर एक परिधीय फ्लैंज, जिसमें समान दूरी पर बोल्ट छेद (एम20-एम36) और सामग्री रिसाव को रोकने के लिए एक मशीनी सीलिंग सतह होती है।
निचला निकला हुआ किनारा: एक निचला फ्लैंज जो निचले फ्रेम या आधार से जुड़ता है, जिसमें संरेखण के लिए भारी-ड्यूटी बोल्ट (ग्रेड 8.8 या 10.9) और डॉवेल पिन होते हैं, जो मुख्य शाफ्ट के साथ संकेन्द्रता सुनिश्चित करते हैं।
पसलियों को मजबूत करना: आंतरिक और बाहरी रेडियल पसलियां (10-30 मिमी मोटी) फ्रेम बॉडी के साथ वितरित की जाती हैं ताकि कठोरता को बढ़ाया जा सके, लोड के तहत विक्षेपण को कम किया जा सके (आमतौर पर पूर्ण लोड के तहत ≤0.5 मिमी तक सीमित)।
स्नेहन और निरीक्षण बंदरगाहसमायोजन रिंग थ्रेड्स तक स्नेहक पहुंचाने के लिए ड्रिल किए गए छेद या कास्ट चैनल, और आंतरिक घटकों के दृश्य निरीक्षण के लिए एक्सेस पोर्ट।
कूलिंग जैकेट (वैकल्पिक)बड़े क्रशरों में क्रशिंग कक्ष से गर्मी को नष्ट करने के लिए एक जल-शीतित गुहा, जिसमें शीतलन प्रणाली से जुड़े इनलेट/आउटलेट पोर्ट होते हैं।
सामग्री चयन:
उच्च-शक्ति वाले ढले हुए इस्पात (जेडजी310–570) को इसकी उत्कृष्ट तन्य शक्ति (≥570 एमपीए) और प्रभाव कठोरता (विस्तार ≥15%) के कारण पसंद किया जाता है, जो भारी भार वाले अनुप्रयोगों के लिए उपयुक्त है। मध्यम आकार के फ़्रेमों के लिए, बेहतर ढलाई क्षमता और कम लागत के लिए तन्य लौह (क्यूटी600–3) का उपयोग किया जाता है।
पैटर्न बनाना:
पॉलीयूरेथेन फोम या लकड़ी का उपयोग करके एक पूर्ण-स्तरीय पैटर्न बनाया जाता है, जो फ्रेम के बाहरी आकार, आंतरिक टेपर, फ्लैंज और पसलियों की नकल करता है। सामग्री के आधार पर सिकुड़न भत्ते (1.5-2.5%) जोड़े जाते हैं (स्टील के लिए अधिक), और आसानी से मोल्ड हटाने के लिए ड्राफ्ट कोण (3°-5°) शामिल किए जाते हैं।
मोल्डिंग के दौरान विरूपण को रोकने के लिए पैटर्न को आंतरिक समर्थन के साथ मजबूत किया जाता है।
ढलाई:
एक दो-भाग (कोप और ड्रैग) वाला हरा रेत साँचा या रेज़िन-बंधित रेत साँचा तैयार किया जाता है, जिसमें आंतरिक गुहा और पसलियों को बनाने के लिए बड़े रेत कोर का उपयोग किया जाता है। साँचे की सतह को एक दुर्दम्य वाश (एल्यूमिना-सिलिका) से लेपित किया जाता है ताकि सतह की फिनिश बेहतर हो और रेत में धातु का प्रवेश रोका जा सके।
पिघलना और डालना:
ढलवां इस्पात के लिए: मिश्र धातु को विद्युत आर्क भट्टी में 1520-1560 डिग्री सेल्सियस पर पिघलाया जाता है, जिसमें रासायनिक संरचना को C 0.25-0.35%, सी 0.2-0.6%, और एम.एन. 0.8-1.2% तक नियंत्रित किया जाता है ताकि ताकत और कठोरता को संतुलित किया जा सके।
ढलाई एक बड़े करछुल का उपयोग करके की जाती है जिसमें नीचे से ढलाई करने की व्यवस्था होती है, जिससे एक स्थिर प्रवाह दर (50-100 किग्रा/सेकंड) सुनिश्चित होती है जिससे साँचे की गुहा बिना किसी विक्षोभ के भर जाती है, जिससे छिद्र या ठंडे शट हो सकते हैं। ढलाई का तापमान स्टील के लिए 1480-1520°C और तन्य लोहे के लिए 1380-1420°C होता है।
शीतलन और शेकआउट:
तापीय तनाव को कम करने के लिए ढलाई को साँचे में 72-120 घंटों तक ठंडा किया जाता है, फिर कंपन द्वारा हटाया जाता है। रेत के अवशेषों को शॉट ब्लास्टिंग (G18 स्टील ग्रिट) का उपयोग करके साफ़ किया जाता है ताकि रा50-100 μm की सतह खुरदरापन प्राप्त हो सके।
उष्मा उपचार:
कास्ट स्टील फ्रेम को अनाज संरचना को परिष्कृत करने के लिए सामान्यीकरण (850-900 डिग्री सेल्सियस, वायु-शीतित) से गुजरना पड़ता है, इसके बाद कठोरता को 180-230 एचबीडब्ल्यू तक कम करने के लिए टेम्परिंग (600-650 डिग्री सेल्सियस) की जाती है, जिससे मशीनीकरण में सुधार होता है।
कार्बाइड को हटाने और कठोरता को 190-270 एचबीडब्ल्यू तक कम करने के लिए तन्य लौह फ्रेम को 850-900°C (भट्ठी-शीतित) पर तापानुशीतित किया जाता है।
रफ मशीनिंग:
कास्ट फ्रेम को एक बड़ी सीएनसी बोरिंग मिल या गैन्ट्री मिल पर लगाया जाता है ताकि ऊपरी और निचले फ्लैंज फेस, बाहरी व्यास और संदर्भ सतहों को मशीन किया जा सके, और 5-10 मिमी फिनिशिंग अलाउंस छोड़ा जा सके। इससे आगे की मशीनिंग के लिए समतलता (≤2 मिमी/मी) सुनिश्चित होती है।
आंतरिक शंक्वाकार सतह (स्थिर शंकु माउंटिंग) को लाइव टूलिंग अक्ष के साथ सीएनसी खराद का उपयोग करके रफ-टर्न किया जाता है, जिससे यह सुनिश्चित होता है कि टेपर कोण डिजाइन के ± 0.5 डिग्री के भीतर है।
मध्यवर्ती ताप उपचार:
600-650°C (वायु-शीतित) पर तनाव मुक्ति तापानुशीतन, रफ मशीनिंग से अवशिष्ट तनावों को हटाने के लिए किया जाता है, जिससे फिनिश मशीनिंग के दौरान विरूपण को रोका जा सके।
फिनिश मशीनिंग:
फ्लैंजऊपरी और निचले फ्लैंजों को सीएनसी मिलिंग मशीन का उपयोग करके समतलता (≤0.1 मिमी/मी) और फ्रेम अक्ष के लंबवतता (≤0.05 मिमी/100 मिमी) प्राप्त करने के लिए फिनिशिंग मशीनिंग की जाती है। बोल्ट के छेदों को फ्रेम केंद्र के सापेक्ष स्थितिगत सटीकता (±0.2 मिमी) के साथ, वर्ग 6H सहनशीलता के अनुसार ड्रिल और टैप किया जाता है।
आंतरिक टेपर: स्थिर शंकु माउंटिंग सतह को रा3.2 μm की सतह खुरदरापन के लिए तैयार किया जाता है, जिसमें टेपर कोण सहिष्णुता (±0.1°) और व्यास सहिष्णुता (±0.2 मिमी) होती है, ताकि स्थिर शंकु के साथ उचित फिट सुनिश्चित किया जा सके।
समायोजन रिंग गाइड: थ्रेडेड सतहों (यदि लागू हो) को सीएनसी थ्रेड मिलिंग मशीन का उपयोग करके सटीक रूप से मशीन किया जाता है, जिसमें थ्रेड पिच सहिष्णुता (± 0.05 मिमी) और प्रोफ़ाइल सटीकता होती है ताकि सुचारू समायोजन गति सुनिश्चित हो सके।
सतह का उपचार:
बाहरी सतह को बाहरी या आर्द्र वातावरण में संक्षारण से बचाने के लिए इपॉक्सी प्राइमर और पॉलीयूरेथेन टॉपकोट (कुल मोटाई 100-150 माइक्रोन) से रंगा जाता है।
भंडारण और परिवहन के दौरान ऑक्सीकरण को रोकने के लिए मशीनी संयोजी सतहों (फ्लैंज, आंतरिक टेपर) को जंग रोधी तेल से लेपित किया जाता है।
कास्टिंग गुणवत्ता निरीक्षण:
आंतरिक दोषों का पता लगाने के लिए महत्वपूर्ण भार वहन करने वाले क्षेत्रों (फ्लैंज, रिब जोड़) पर अल्ट्रासोनिक परीक्षण (यूटी) किया जाता है (उदाहरण के लिए, सिकुड़न छिद्र >φ5 मिमी को अस्वीकार कर दिया जाता है)।
चुंबकीय कण परीक्षण (एमपीटी) फ्लैंजों और थ्रेडेड क्षेत्रों में सतही दरारों की जांच करता है, तथा 1 मिमी से कम रैखिक दोष के कारण अस्वीकृति की जांच करता है।
आयामी सटीकता जांच:
एक बड़े मापन आयतन वाली समन्वय मापक मशीन (सीएमएम) प्रमुख आयामों की पुष्टि करती है: समग्र ऊंचाई (±1 मिमी), फ्लैंज समतलता, टेपर कोण, और बोल्ट छेद की स्थिति।
फ्रेम की संकेन्द्रता (आंतरिक टेपर के सापेक्ष बाहरी व्यास) को लेजर ट्रैकर का उपयोग करके मापा जाता है, जिसमें सहनशीलता ≤0.1 मिमी/मी होती है।
सामग्री परीक्षण:
रासायनिक संरचना विश्लेषण (स्पेक्ट्रोमेट्री) सामग्री मानकों के अनुपालन की पुष्टि करता है (उदाहरण के लिए, जेडजी310–570: C ≤0.37%, एम.एन. ≤1.2%)।
कठोरता परीक्षण (ब्रिनेल) यह सुनिश्चित करता है कि फ्रेम कठोरता विनिर्देशों (स्टील के लिए 180-230 एचबीडब्ल्यू, तन्य लोहे के लिए 190-270 एचबीडब्ल्यू) को पूरा करता है।
लोड परीक्षण:
स्थैतिक भार परीक्षण, रेटेड भार का 120% शीर्ष फ्लैंज पर 24 घंटे तक लागू करके किया जाता है, जिसमें कोई दृश्य विरूपण (डायल संकेतकों के माध्यम से मापा जाता है) की अनुमति नहीं होती है।
असेंबली फिट सत्यापन:
उचित संरेखण और फिट की पुष्टि करने के लिए फ्रेम को स्थिर शंकु, समायोजन रिंग और फीड हॉपर के साथ परीक्षण-संयोजन किया जाता है, तथा फीलर गेज का उपयोग करके मेटिंग सतहों (≤0.1 मिमी) के बीच अंतराल की जांच की जाती है।











