यह शोधपत्र बॉल मिल लाइनर्स, सिलेंडर की भीतरी दीवार और अंतिम आवरणों पर लगे महत्वपूर्ण घिसाव-रोधी घटकों का विस्तृत अवलोकन प्रदान करता है। ये लाइनर सिलेंडर और अंतिम आवरणों को पीसने वाले माध्यम के प्रभाव और सामग्री के घर्षण से बचाते हैं, विशिष्ट सतह डिज़ाइनों के माध्यम से पीसने की दक्षता बढ़ाते हैं, और सामग्री के आसंजन को कम करते हैं। इन्हें उच्च घिसाव-रोधी, पर्याप्त कठोरता और अच्छे फिटिंग प्रदर्शन की आवश्यकता होती है, जिनमें ZGMn13 उच्च मैंगनीज स्टील (जल-रोधी होने के बाद उत्कृष्ट कठोरता), उच्च क्रोमियम कच्चा लोहा (उत्कृष्ट घिसाव-रोधी), और द्विधात्विक कंपोजिट (कठोरता और घिसाव-रोधी संतुलन) जैसी सामान्य सामग्रियाँ शामिल हैं।
बॉल मिल लाइनर्स का विस्तृत परिचय, निर्माण प्रक्रिया और निरीक्षण प्रक्रिया
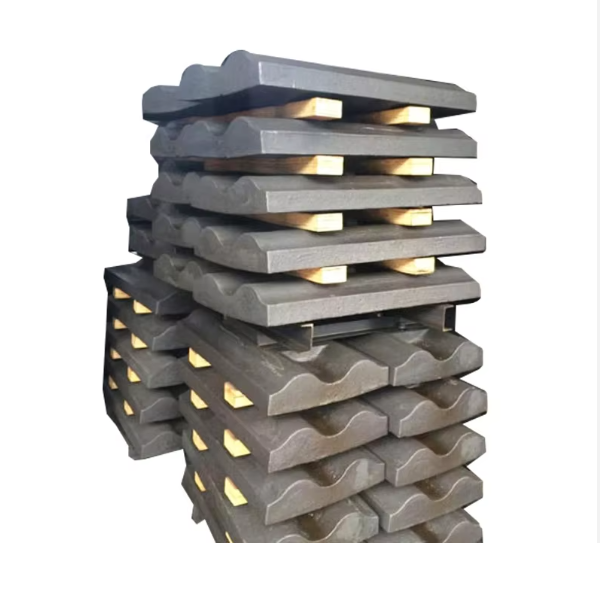
I. बॉल मिल लाइनर्स के कार्य और संरचनात्मक विशेषताएं
बॉल मिल लाइनर घिसाव-रोधी घटक होते हैं जो सिलेंडर की भीतरी दीवार और अंतिम आवरणों के भीतरी भाग पर लगाए जाते हैं। ये पीसने वाले माध्यमों (स्टील बॉल, स्टील सेगमेंट) और सामग्रियों के सीधे संपर्क में आते हैं, और कुशल मिल संचालन के लिए एक सुरक्षात्मक अवरोध के रूप में कार्य करते हैं। इनके मुख्य कार्य निम्नलिखित हैं: सिलेंडर और अंत कवर को पीसने वाले माध्यम से होने वाले प्रभाव और घिसाव से बचाना, विशेष सतह आकृतियों के माध्यम से पीसने की दक्षता में वृद्धि (उदाहरण के लिए, मीडिया और सामग्रियों के बीच संपर्क की संभावना बढ़ाना), और सिलेंडर के अंदर सामग्री के आसंजन और संचय को कम करनालाइनर्स का प्रदर्शन और सेवा जीवन सीधे बॉल मिलों की रखरखाव लागत और उत्पादन दक्षता को प्रभावित करता है।
मुख्य प्रदर्शन आवश्यकताएँ:
उच्च पहनने के प्रतिरोध: स्टील की गेंदों से उच्च आवृत्ति प्रभाव (हजारों एन तक प्रभाव बल) और सामग्री से निरंतर घर्षण का सामना करना, ≥8,000 घंटे की सेवा जीवन की आवश्यकता होती है;
पर्याप्त कठोरता: स्टील बॉल के प्रभाव के कारण भंगुर फ्रैक्चर से बचें (प्रभाव कठोरता ≥20J/सेमी²);
अच्छे तरह से फिट होना: संचालन के दौरान ढीलेपन के कारण होने वाले द्वितीयक घिसाव को रोकने के लिए सिलेंडर की आंतरिक दीवार के साथ ≤1 मिमी का अंतराल फिट करें;
प्रतिस्थापन में आसानी: नियमित रूप से अलग करने और बदलने के लिए मध्यम वजन (≤50 किग्रा प्रति टुकड़ा, बड़ी मिलों के लिए 100 किग्रा तक)।
संरचनात्मक और भौतिक विशेषताएँ:
संरचनात्मक प्रकार: आकार के आधार पर वर्गीकृत फ्लैट लाइनर्स (मोटे पीसने वाले खंडों के लिए, सपाट सतहों के साथ), नालीदार लाइनर (मीडिया उठाने की ऊंचाई बढ़ाएं, बारीक पीसने वाले खंडों के लिए उपयुक्त), और स्टेप्ड लाइनर्स (मीडिया स्लाइडिंग को कम करें, आमतौर पर ग्रिड-प्रकार की मिलों में उपयोग किया जाता है)। स्थापना स्थिति के अनुसार वर्गीकृत सिलेंडर लाइनर और अंत कवर लाइनर (अंत कवर लाइनर ज्यादातर अंत कवर वक्रता से मेल करने के लिए पंखे के आकार के होते हैं)।
मुख्यधारा की सामग्री:
उच्च मैंगनीज स्टील (ZGMn13): सबसे अधिक इस्तेमाल किया जाने वाला। जल-कठोरीकरण के बाद, इसकी कठोरता उत्कृष्ट होती है (प्रभाव कठोरता ≥150J/सेमी²), और इसकी सतह प्रभाव के तहत कठोर हो जाती है (300-400HBW तक कठोरता), कठोर चट्टान और बड़ी स्टील की गेंदों के लिए उपयुक्त।
उच्च क्रोमियम कच्चा लोहा (KmTBCr20Mo): उच्च मैंगनीज स्टील (कठोरता ≥58HRC) की तुलना में 2-3 गुना अधिक घिसाव प्रतिरोधी लेकिन कम कठोरता (प्रभाव कठोरता 10-20J/सेमी²) के साथ, कम प्रभाव, बारीक पीसने की स्थितियों (जैसे, सीमेंट मिलों) के लिए उपयुक्त;
द्विधात्विक मिश्रित लाइनरकार्बन स्टील बेस (जो मजबूती सुनिश्चित करता है) तथा उच्च क्रोमियम कास्ट आयरन कार्य सतह (जो घिसाव के प्रतिरोध को बढ़ाती है) दोनों सामग्रियों के लाभों को जोड़ती है, तथा जटिल कार्य स्थितियों के लिए उपयुक्त है।
द्वितीय. बॉल मिल लाइनर्स की विनिर्माण प्रक्रिया (उदाहरण के तौर पर ZGMn13 उच्च मैंगनीज स्टील लाइनर्स लेते हुए)
1. कच्चे माल का चयन और पिघलना
रासायनिक संरचना नियंत्रण: ZGMn13 मानकों के अनुसार सख्त अनुपात (C 1.0-1.4%, एम.एन. 11-14%, सी ≤0.8%, P ≤0.07%, S ≤0.05%), एम.एन./C अनुपात ≥10 के साथ (पानी को सख्त बनाने का प्रभाव सुनिश्चित करने के लिए);
पिघलने की प्रक्रिया:
एक मध्यवर्ती आवृत्ति प्रेरण भट्ठी में पिघलाएं, 1500-1550 डिग्री सेल्सियस तक गर्म करें, और संरचना को समरूप बनाने के लिए 30 मिनट तक रखें;
डीऑक्सीडेशन: ऑक्सीजन को हटाने और गैस छेद दोषों से बचने के लिए फेरोसिलिकॉन (0.5%) और एल्यूमीनियम सिल्लियां (0.1%) जोड़ें;
अनाज को मोटा होने से बचाने के लिए टैपिंग तापमान को 1450-1480°C पर नियंत्रित करें।
2. कास्टिंग फॉर्मिंग (मुख्य प्रक्रिया)
मोल्ड डिजाइन: रेज़िन सैंड मोल्ड्स (ज़िक्रोन पाउडर पेंट से लेपित सतह, मोटाई ≥1 मिमी) का उपयोग करें, जिसमें मोल्ड कैविटी का आकार तैयार उत्पादों से 3-5% बड़ा हो (सिकुड़न को रोकते हुए), और उचित राइज़र (फीडिंग दर ≥15%);
डालने की प्रक्रिया:
डालने का तापमान 1380-1420 डिग्री सेल्सियस, नीचे से डालने का उपयोग (स्लैग के प्रवेश से बचने के लिए), डालने का समय प्रति टुकड़ा 30-60 सेकंड पर नियंत्रित;
बड़े लाइनरों (एकल वजन ≥50 किग्रा) के लिए, पिघली हुई धातु के स्थिर भरने को सुनिश्चित करने के लिए एक चरणबद्ध डालने की प्रणाली का उपयोग करें;
शेकआउट और सफाई: कास्टिंग के 200°C से नीचे ठंडा होने के बाद उसे हिलाएं, राइज़र को हटा दें (गैस कटिंग का उपयोग करते हुए, बाद में पीसने के लिए बॉडी से 10 मिमी की दूरी छोड़ दें)।
3. जल सख्तीकरण उपचार (उच्च मैंगनीज स्टील के लिए कोर प्रक्रिया)
गर्म करना: कास्टिंग को धीरे-धीरे 1050-1100 डिग्री सेल्सियस तक गर्म करें (हीटिंग दर ≤100 डिग्री सेल्सियस/घंटा), 2-4 घंटे तक रखें (मोटाई के आधार पर, 25 मिमी प्रति 1 घंटा), यह सुनिश्चित करते हुए कि कार्बाइड ऑस्टेनाइट में पूरी तरह से घुल जाए;
जल शमन: कास्टिंग को पानी में जल्दी से डुबोएं (पानी का तापमान ≤30 ℃) शीतलन दर ≥50 ℃ / एस के साथ जब तक कि कोर तापमान 200 ℃ से नीचे नहीं गिर जाता है, कार्बाइड वर्षा को रोकता है;
निरीक्षण: जल सख्तीकरण के बाद कठोरता ≤230HBW, मेटलोग्राफिक संरचना एकल ऑस्टेनाइट (कोई नेटवर्क कार्बाइड नहीं) है।
4. मशीनिंग
रफ मशीनिंग: लाइनर के पीछे (सिलेंडर के साथ फिटिंग सतह) को समतलता ≤1 मिमी/मी तक मिल करें, 1 मिमी परिष्करण भत्ता छोड़ दें;
फिनिश मशीनिंग:
फिटिंग सतह को खुरदरापन आरए ≤6.3μm तक पीसें, सिलेंडर के साथ ≥80% संपर्क क्षेत्र सुनिश्चित करें;
ड्रिलिंग: मशीन द्वारा बोल्ट छेद (एपर्चर φ20-φ30 मिमी) को स्थिति विचलन ±0.5 मिमी और छेद लंबवतता ≤0.1 मिमी/100 मिमी के साथ ठीक करना;
चैम्फरिंग: तनाव संकेन्द्रण से बचने के लिए सभी किनारों को R≥3mm तक गोल करें।
5. सतह उपचार और अंकन
सफाई: ऑक्साइड स्केल को हटाने के लिए काम करने वाली सतह (खुरदरापन रा12.5μm) को सैंडब्लास्ट करें;
अंकन: सामग्री (ZGMn13), बैच संख्या, वजन और उत्पादन तिथि के साथ गैर-कार्यशील सतहों पर मुहर लगाएं;
जंग की रोकथाम: गैर-कार्यशील सतहों को जंग-रोधी पेंट (मोटाई ≥40μm) से कोट करें, और बोल्ट के छेदों को रबर स्टॉपर्स से बंद करें।
तृतीय. बॉल मिल लाइनर्स की निरीक्षण प्रक्रिया
1. कच्चे माल और पिघलने का निरीक्षण
भट्ठी-पूर्व रासायनिक विश्लेषण: C और एम.एन. सामग्री का पता लगाने के लिए वर्णक्रमीय विश्लेषण (एम.एन./C अनुपात ≥10 सुनिश्चित करना), P और S सामग्री ≤मानक ऊपरी सीमा के साथ;
पिघलने का रिकॉर्ड: प्रक्रिया आवश्यकताओं के अनुपालन को सुनिश्चित करने के लिए पिघलने के तापमान और डीऑक्सीडाइज़र के मिश्रण को सत्यापित करें।
2. कास्टिंग गुणवत्ता निरीक्षण
दृश्य निरीक्षण: कोई दरार, सिकुड़न छेद या गलत रन नहीं, ठंडे बंद गहराई ≤1 मिमी के साथ;
आयामी निरीक्षण: एक टेप माप और टेम्पलेट के साथ लंबाई और चौड़ाई विचलन (± 2 मिमी) और मोटाई विचलन (± 1 मिमी) को मापें;
गैर-विनाशकारी परीक्षण: बड़े लाइनरों के लिए 100% अल्ट्रासोनिक परीक्षण (यूटी) (जेबी/टी 7260 ग्रेड द्वितीय के अनुसार योग्य), बिना किसी दोष के ≥φ3 मिमी समतुल्य।
3. जल कठोरता गुणवत्ता निरीक्षण
कठोरता परीक्षण: ब्रिनेल कठोरता परीक्षक (एचबीडब्ल्यू 180-230) के साथ काम करने वाली सतह को मापें, उसी वर्कपीस पर बहु-बिंदु माप विचलन ≤20HBW के साथ;
मेटलोग्राफिक विश्लेषण: अनाज आकार ≥5 के साथ सूक्ष्म संरचना (ऑस्टेनिटिक मैट्रिक्स, कोई कार्बाइड वर्षा नहीं) का नमूना निरीक्षण;
प्रभाव परीक्षण: नमूनों पर कमरे के तापमान पर प्रभाव परीक्षण करें (αk ≥150J/सेमी²), जिसमें फ्रैक्चर तन्य फ्रैक्चर (रेशेदार) दर्शाता हो।
4. तैयार उत्पादों का अंतिम निरीक्षण
फिट परीक्षण: लाइनर को एक मानक फ्लैट प्लेट पर रखें, फीलर गेज ≤0.5 मिमी के साथ अधिकतम अंतर की जांच करें;
बोल्ट छेद निरीक्षण: एपर्चर सहिष्णुता (H12) और स्थिति की जांच करने के लिए गेज का उपयोग करें ताकि यह सुनिश्चित किया जा सके कि बोल्ट स्वतंत्र रूप से डाले जा सकते हैं;
परीक्षण स्थापना: सिलेंडर के साथ परीक्षण स्थापना के लिए 3 लाइनरों का यादृच्छिक चयन करें, यह जांच लें कि वे चुस्त-दुरुस्त हैं और उनमें कोई ढीलापन नहीं है।
जल-दृढ़ीकरण गुणवत्ता और ढलाई दोषों को कड़ाई से नियंत्रित करके, ZGMn13 लाइनर मध्यम प्रभाव स्थितियों में 8000-12000 घंटे का सेवा जीवन प्राप्त कर सकते हैं, जबकि उच्च क्रोमियम वाले कच्चा लोहा लाइनर कम प्रभाव वाले सूक्ष्म पिसाई वातावरण में 15000 घंटे से अधिक सेवा जीवन प्राप्त कर सकते हैं। चयन सामग्री की कठोरता और पिसाई माध्यम के आकार पर आधारित होना चाहिए।