



ऊपरी फ्रेमQ355B स्टील प्लेटों (10-20 मिमी मोटी) से बनी एक वेल्डेड संरचना, जो फीडिंग और क्रशिंग चैंबर बनाती है। यह फीडिंग हॉपर और इम्पैक्ट प्लेट एडजस्टमेंट उपकरणों से सुसज्जित है, और प्रभाव बलों का प्रतिरोध करने के लिए प्रबलित पसलियाँ (8-15 मिमी मोटी) भी लगी हैं।
निचला फ्रेमरोटर और मोटर को सहारा देने वाली ढली हुई स्टील (जेडजी270-500) या वेल्डेड स्टील संरचना। इसे नींव पर एंकर बोल्ट से लगाया जाता है और नीचे एक डिस्चार्ज पोर्ट होता है, जिसकी मोटाई स्थिरता सुनिश्चित करने के लिए 15-30 मिमी होती है।
रोटर डिस्क: ढले हुए स्टील (जेडजी310-570) या जाली स्टील से बनी एक गोलाकार प्लेट, जिसकी मोटाई 20-50 मिमी होती है। इसे मुख्य शाफ्ट पर लगाया जाता है और इसमें हैमर शाफ्ट लगाने के लिए समान रूप से छेद होते हैं।
प्रभाव हथौड़ोंउच्च-क्रोमियम कच्चा लोहा (सीआर15–20) या मिश्र धातु इस्पात (40CrNiMo) से बने प्रमुख कार्य पुर्जे। ये हथौड़े के शाफ्ट पर टिकाए जाते हैं और मॉडल के आधार पर 2–20 किलोग्राम वजन के साथ स्वतंत्र रूप से घूम सकते हैं। हथौड़े के सिरे को सामग्री की विशेषताओं के अनुसार तीखे या कुंद आकार में डिज़ाइन किया गया है।
मुख्य दस्ता: रोटर डिस्क और मोटर को जोड़ने वाला 50-200 मिमी व्यास वाला एक जालीदार मिश्र धातु इस्पात (40Cr) शाफ्ट। रेडियल और अक्षीय भार सहने के लिए इसे दोनों सिरों पर गोलाकार रोलर बेयरिंग द्वारा सहारा दिया जाता है।
हथौड़ा शाफ्ट: 40Cr स्टील से बना, हथौड़ों के लचीले घुमाव को सुनिश्चित करने के लिए हथौड़े की आँख से थोड़ा बड़ा व्यास।
प्रभाव प्लेटेंउच्च मैंगनीज स्टील (ZGMn13) या उच्च क्रोमियम कास्ट आयरन से बनी, 20-40 मिमी मोटी, घिसाव-रोधी प्लेटें। इन्हें ऊपरी फ्रेम पर लगाया जाता है और रोटर के साथ मिलकर एक क्रशिंग कैविटी बनाते हैं। क्रशिंग चरण (प्राथमिक या द्वितीयक) के आधार पर, इम्पैक्ट प्लेटों की संख्या 1-3 होती है।
समायोजन उपकरणहाइड्रोलिक सिलेंडर या हैंडव्हील जो इम्पैक्ट प्लेट और रोटर के बीच के अंतराल (5-50 मिमी) को समायोजित करके डिस्चार्ज कणों के आकार को नियंत्रित करते हैं। प्रत्येक इम्पैक्ट प्लेट में लचीले नियंत्रण के लिए एक स्वतंत्र समायोजन तंत्र होता है।
मोटर: एक तीन-चरणीय अतुल्यकालिक मोटर (15-315 किलोवाट) जो शक्ति प्रदान करती है, मुख्य शाफ्ट से वी-बेल्ट या कपलिंग के माध्यम से जुड़ी होती है। मोटर की गति सामग्री की कठोरता के अनुसार समायोज्य होती है।
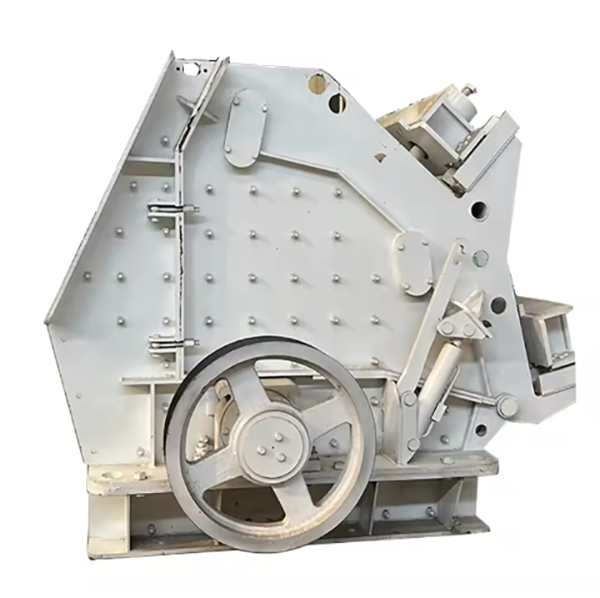
पुली/बेल्ट: मुख्य शाफ्ट पर एक बड़ी पुली और मोटर पर एक छोटी पुली के साथ एक वी-बेल्ट ड्राइव प्रणाली, जो 1:2–1:5 के संचरण अनुपात के साथ टॉर्क संचारित करती है।
सुरक्षा गार्ड: संचालन के दौरान दुर्घटनाओं को रोकने के लिए रोटर, पुली और फीडिंग पोर्ट पर सुरक्षात्मक कवर लगाए जाते हैं।
धूल हटाने की प्रणालीधूल उत्सर्जन को कम करने के लिए क्रशिंग चैंबर से जुड़ा एक पंखा और धूल कलेक्टर, जिसकी धूल संग्रहण दक्षता ≥95% है।
स्नेहन प्रणाली: बीयरिंगों के लिए ग्रीस या पतला तेल स्नेहन, निरंतर स्नेहन सुनिश्चित करने के लिए स्वचालित स्नेहक के साथ।
पैटर्न बनाना: रेत या फोम पैटर्न हथौड़े के आकार के अनुसार बनाए जाते हैं, जिसमें 1.5-2.0% की सिकुड़न अनुमति होती है।
ढलाई: सतह की गुणवत्ता में सुधार करने के लिए गुहा को दुर्दम्य कोटिंग के साथ लेपित करके, राल-बंधित रेत मोल्ड का उपयोग किया जाता है।
पिघलना और डालना:
कच्चे माल को 1450-1500 डिग्री सेल्सियस पर एक प्रेरण भट्टी में पिघलाया जाता है, जिसमें रासायनिक संरचना (C 2.8-3.5%, करोड़ 15-20%) प्राप्त करने के लिए क्रोमियम और अन्य मिश्र धातुएं मिलाई जाती हैं।
पिघले हुए लोहे को 1400-1450 डिग्री सेल्सियस पर साँचे में डाला जाता है, तथा मिश्रण को रोकने के लिए डालने की गति नियंत्रित की जाती है।
उष्मा उपचार: कठोरता (एचआरसी 55-65) और मजबूती में सुधार के लिए 950-1000 डिग्री सेल्सियस (वायु-शीतित) पर घोल को गर्म करना और उसके बाद 250-300 डिग्री सेल्सियस पर तापमान बढ़ाना।
पैटर्न और मोल्डिंगलकड़ी या धातु के पैटर्न का उपयोग किया जाता है, और हथौड़ा शाफ्ट छेद के लिए कोर के साथ राल-बंधित रेत के सांचे बनाए जाते हैं।
डालना और गर्मी उपचारढले हुए स्टील को 1520-1560°C पर पिघलाकर साँचे में डाला जाता है। ढलाई के बाद, 880-920°C (वायु-शीतित) पर सामान्यीकरण और 600-650°C पर टेम्परिंग की जाती है ताकि मॉडिफ़ाइड अमेरिकन प्लान 180-220 कठोरता प्राप्त की जा सके और आंतरिक तनाव को दूर किया जा सके।
बिलेट हीटिंगप्लास्टिसिटी सुनिश्चित करने के लिए स्टील बिलेट को गैस भट्टी में 1100-1150 डिग्री सेल्सियस तक गर्म किया जाता है।
फोर्जिंगओपन-डाई फोर्जिंग का उपयोग शाफ्ट का आकार बनाने के लिए किया जाता है, जिसमें अनाज संरचना को संरेखित करने के लिए अपसेटिंग और ड्राइंग प्रक्रियाएं शामिल हैं।
उष्मा उपचार: 840-860°C (तेल-शीतित) पर शमन और 500-550°C पर टेम्परिंग, कठोरता एचआरसी 28-32 और तन्य शक्ति ≥785 एमपीए प्राप्त करने के लिए।
रफ मशीनिंगसीएनसी लेथ या मिलिंग मशीन बाहरी सर्कल, अंतिम चेहरे और हथौड़ा शाफ्ट छेद को संसाधित करती है, जिससे 1-2 मिमी मशीनिंग भत्ता निकलता है।
परिशुद्ध मशीनिंग: अंतिम सतह को समतलता ≤0.1 मिमी/मी और सतह खुरदरापन रा3.2 μm तक पीसना। आयामी सटीकता (H7 सहनशीलता) सुनिश्चित करने के लिए हथौड़ा शाफ्ट के छिद्रों को ड्रिल करना और रीमिंग करना।
मोड़सीएनसी खराद बाहरी सर्कल, चरणों और कुंजीवे को संसाधित करता है, जिससे 0.3-0.5 मिमी पीसने की अनुमति मिलती है।
पिसाई: जर्नल सतहों को आईटी6 सहिष्णुता और सतह खुरदरापन रा0.8 μm तक पीसना, यह सुनिश्चित करना कि समाक्षीयता ≤0.02 मिमी हो।
काटनाउच्च मैंगनीज स्टील या उच्च क्रोमियम कच्चा लोहा प्लेटों को प्लाज्मा कटिंग या लेजर कटिंग का उपयोग करके आकार में काटा जाता है।
पिसाई: कार्यशील सतह को समतलता ≤0.2 मिमी/मी और सतह खुरदरापन रा6.3 μm तक घिसा जाता है, तथा सामग्री अवरोध से बचने के लिए किनारों को खुरदुरा किया जाता है।
वेल्डिंग और तनाव से राहतवेल्डिंग तनाव को खत्म करने के लिए वेल्डेड फ्रेम को 600-650 डिग्री सेल्सियस पर एनील किया जाता है।
मिलिंग और ड्रिलिंगसीएनसी मिलिंग मशीन इम्पैक्ट प्लेटों और बेयरिंग की माउंटिंग सतहों को संसाधित करती है, जिससे समतलता ≤0.15 मिमी/मी सुनिश्चित होती है। थ्रेड टॉलरेंस 6H के साथ बोल्ट छेद (M16-M30) की ड्रिलिंग और टैपिंग।
सामग्री परीक्षण:
स्पेक्ट्रोमेट्रिक विश्लेषण कास्ट और फोर्ज्ड भागों की रासायनिक संरचना (जैसे, प्रभाव हथौड़ों में करोड़ सामग्री) को सत्यापित करता है।
तन्यता और प्रभाव परीक्षण यांत्रिक गुणों की जांच करते हैं (उदाहरण के लिए, हथौड़ों की प्रभाव ऊर्जा ≥15 J/सेमी²)।
आयामी निरीक्षण:
समन्वय मापक मशीन (सीएमएम) रोटर डिस्क मोटाई, मुख्य शाफ्ट व्यास और प्रभाव प्लेट समतलता जैसे प्रमुख आयामों का निरीक्षण करती है।
गेज और डायल संकेतक मुख्य शाफ्ट और बीयरिंग के बीच फिट की जांच करते हैं, यह सुनिश्चित करते हुए कि क्लीयरेंस डिजाइन आवश्यकताओं को पूरा करता है।
गैर-विनाशकारी परीक्षण (एनडीटी):
चुंबकीय कण परीक्षण (एमपीटी) मुख्य शाफ्ट, रोटर डिस्क और प्रभाव हथौड़ों में सतही दरारों का पता लगाता है।
अल्ट्रासोनिक परीक्षण (यूटी) कास्ट रोटर डिस्क में आंतरिक दोषों का निरीक्षण करता है, जिसमें >φ3 मिमी के दोषों को खारिज कर दिया जाता है।
प्रदर्शन परीक्षण:
गतिशील संतुलन: संचालन के दौरान अत्यधिक कंपन से बचने के लिए रोटर असेंबली को G6.3 ग्रेड (कंपन ≤6.3 मिमी/सेकंड) पर संतुलित किया जाता है।
खाली लोड परीक्षण: बेयरिंग तापमान (≤70°C) और असामान्य शोर की जांच के लिए उपकरण को 2 घंटे तक बिना लोड के चलाना।
लोड परीक्षण: उत्पादन क्षमता, डिस्चार्ज कण आकार और हथौड़े के घिसाव को सत्यापित करने के लिए मानक सामग्रियों (जैसे, चूना पत्थर) को 8 घंटे तक कुचलना।
नींव की तैयारीकंक्रीट नींव (C30 ग्रेड) को एम्बेडेड एंकर बोल्ट के साथ डाला जाता है, जिसकी समतलता ≤0.1 मिमी/मी होती है। नींव को कम से कम 28 दिनों तक सुखाया जाता है।
निचले फ्रेम की स्थापनानिचले फ्रेम को नींव तक उठाया जाता है, शिम के साथ समतल किया जाता है, और एंकर बोल्ट को निर्दिष्ट टॉर्क के 70% तक कस दिया जाता है।
रोटर और मुख्य शाफ्ट असेंबलीमुख्य शाफ्ट निचले फ्रेम की बेयरिंग सीटों में स्थापित होता है, और रोटर डिस्क शाफ्ट पर लगी होती है। बेयरिंग को ग्रीस (एनएलजीआई 2) से चिकना किया जाता है।
प्रभाव प्लेट स्थापना: प्रभाव प्लेटों को ऊपरी फ्रेम पर लगाया जाता है, और प्रभाव प्लेटों और रोटर के बीच के अंतराल को हाइड्रोलिक सिलेंडर या हैंडव्हील का उपयोग करके डिजाइन मूल्य (5-50 मिमी) तक समायोजित किया जाता है।
ऊपरी फ्रेम और फीडिंग हॉपर माउंटिंग: ऊपरी फ्रेम को निचले फ्रेम पर बोल्ट किया जाता है, और फीडिंग हॉपर स्थापित किया जाता है, जिससे रोटर के साथ संरेखण सुनिश्चित होता है।
ड्राइव सिस्टम कनेक्शनमोटर को मोटर बेस पर रखा जाता है, और वी-बेल्ट को उचित तनाव (100 एन बल के तहत 10-15 मिमी विक्षेपण) के साथ स्थापित किया जाता है।
सहायक प्रणालियों की स्थापनाधूल हटाने वाली पाइपें और स्नेहन लाइनें जोड़ी गई हैं, तथा सुरक्षा गार्ड लगाए गए हैं।
चालू:
घूर्णन दिशा और स्थिरता की जांच के लिए 1 घंटे तक खाली चलाएं।
आवश्यक निर्वहन कण आकार प्राप्त करने के लिए प्रभाव प्लेट अंतराल को समायोजित करते हुए, सामग्री के साथ लोड परीक्षण करें।
सभी प्रणालियों में लीक, असामान्य शोर या अधिक गर्मी की जांच करें, तथा आवश्यकतानुसार समायोजन करें।










